 欢迎访问山东远晟博纳机电设备有限公司!
欢迎访问山东远晟博纳机电设备有限公司!



液压支架维修 液压支架立柱 液压支架千斤顶 厂家加工定制
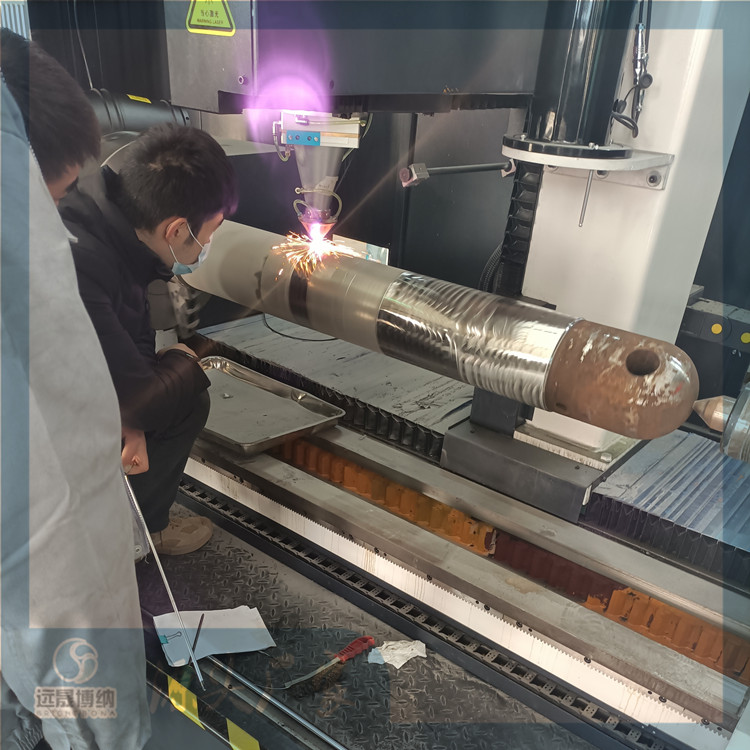

液压支架千斤顶维修工艺:
1、缸筒修理
1千斤顶解体后,按检修标准要求,对外缸筒进行珩磨检测。缸筒内锈蚀、拉伤、大面积点蚀等缺陷超标的采用缩缸修复工艺或制作新缸,符合原设计要求。。
2缸筒与导向套配合的内表面部位,将表面锈斑打磨干净。有局部轻微损伤的,使用工具进行修整。损伤严重的必须进行机械加工修复。
3缸筒上其它部位损坏的针对具体情况采用不同的工艺进行修复,无法修复或修复后不能保证安全质量要求时则更换新件。
4 缸筒外表面进行喷砂处理,喷砂后喷一遍防锈底漆,两遍面漆。
2、活塞杆修理
1活塞杆镀铬表面出现拉伤、碰伤、锈斑、起泡等缺陷时视为不合格品,必须进行镀铬修复。镀铬工序由外委厂家执行。
2活塞杆的其它装配部位必须使用油石、砂布仔细进行除锈、打磨,确保装配质量。
3活塞杆轻微弯曲的进行校直处理,再重镀。弯曲度较大时则更换新件。


3、活塞的修理
1活塞内、外配合表面无碰伤、拉伤的,用砂布打磨除锈后涂上防锈油待装配;
2有轻微损伤的活塞,用油石、砂布修整。
3局部损伤较大时,采用局部补焊、机加的工艺修复。严重损伤的更换新件。
4.导向套的修理
1导向套内、外配合表面及螺纹部位无碰伤、拉伤的,用砂布打磨除锈后涂防锈油待装配;
2配合表面及螺纹部位有碰伤、拉伤现象的,用锉、油石、砂布进行修复。
3严重损伤的及密封沟槽锈蚀严重的更换新件。
4导向套全部进行镀锌钝化处理。镀层厚度为0.007-0.015mm,镀后钝化处理。
5更换所有密封件、导向环等非金属件。
6按顺序组装千斤顶,组装时注意不能磕碰活塞杆及挤伤密封圈,在各配合处需涂上润滑剂。
7修理完毕后进行性能试验,空载试验逐一进行,记录保压数据,填写试验报告,合格后放到指定位置。


本文描述:液压支架维修,液压支架立柱,液压支架千斤顶,液压支架维修厂家,液压支架立柱加工定制等产品,详情可关注山东远晟博纳机电设备
| 上一条:DWX液压支柱 单体液压支柱 悬浮式液压支柱厂家销售 | 下一条:双伸缩液压支架立柱 液压支架千斤顶 承载力强 厂家销售 |



